

از آنجائیکه شرکت های بزرگ در رشته نانو فناوری مشغول فعالیت هستند و رقابت بر سر عرصه محصولات جدید شدید است و در بازار رقابت، قیمت تمام شده محصول، یک عامل عمده در موفقیت آن به شمار می رود، لذا ارائه یک مدل مناسب که رفتار نانو لوله های کربن را با دقت قابل قبولی نشان دهد و همچنین استفاده از آن توجیه اقتصادی داشته باشد نیز یک عامل بسیار مهم است. به طور کلی دو دیدگاه برای بررسی رفتار نانو لوله های کربنی وجود دارد، دیدگاه دینامیک مولکولی و محیط پیوسته. دینامیک مولکولی با وجود دقت بالا، هزینه های بالای محاسباتی داشته و محدود به مدل های کوچک می باشد. لذا مدل های دیگری که حجم محاسباتی کمتر و توانایی شبیه سازی سیستم های بزرگتر را با دقت مناسب داشته باشند، بیشتر توسعه یافته اند. پیش از این بر اساس تحلیل های دینامیک مولکولی و اندرکنش های بین اتم ها، مدل های محیط پیوسته، نظیر مدل های خرپایی، مدل های فنری، قاب فضایی، به منظور مدلسازی نانو لوله ها معرفی شده اند. این مدل ها به دلیل فرضیاتی که برای ساده سازی در استفاده از آنها لحاظ شده اند، قادر نیستند رفتار شبکه کربنی در نانو لوله های کربنی را بطور کامل پوشش دهند. در این پروژه از ثوابت میدان نیرویی بین اتم ها و انرژی کرنشی و پتانسیل های موجود برای شبیه سازی رفتار نیروهای بین اتمی استفاده شده و به بررسی و آنالیز رفتار نانو لوله های کربنی از چند دیدگاه مختلف می پردازیم و مدل های تدوین شده به شرح زیر می باشد:
- مدل انرژی معادل
- مدل اجزاء محدود بوسیله نرم افزار ANSYS
- مدل اجزاء محدود بوسیله کد عددی تدوین شده توسط نرم افزار MATLAB
مدل های تدوین شده به منظور بررسی خصوصیات مکانیکی نانو لوله های کربنی تک دیواره به کار گرفته شده است. در روش انرژی معادل، انرژی پتانسیل کل مجموعه و همچنین انرژی کرنشی نانو لوله کربنی تک دیواره به کار گرفته می شود. خصوصیات صفحه ای الاستیک برای نانو لوله های کربنی تک دیواره برای هر دو حالت صندلی راحتی و زیگزاگ در جهت های محوری و محیطی بدست آمده است. در مدل اجزاء محدود بوسیله نرم افزار ANSYS به منظور انجام محاسبات عددی، نانو لوله های کربنی با یک مدل ساختاری معادل جایگزین می شود. در مدل اجزاء محدود سوم، کد عددی توسط نرم افزار MATLAB تدوین شده که از روش اجزاء محدود برای محاسبه ماتریس سختی برای یک حلقه شش ضلعی کربن و تعمیم و روی هم گذاری آن برای محاسبه ماتریس سختی کل صفحه گرافیتی، استفاده شده است...
پروژه بررسی و شبیه سازی خواص نانو لوله های کربنی و کاربردهای آن، مشتمل بر 7 فصل، 239 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر، با فرمت pdf به ترتیب زیر گردآوری شده است:
فصل 1: مقدمه نانو
- مقدمه
- فناوری نانو
- معرفي نانو لوله هاي كربني
- ساختار نانو لوله های کربنی
- كشف نانو لوله
- تاريخچه
فصل 2: خواص و کاربردهای نانو لوله های کربنی
- مقدمه
- انواع نانو لوله های کربنی
- نانو لوله های کربنی تک دیواره (SWCNT)
- نانو لوله های کربنی چند دیواره (MWNT)
- مشخصات ساختاری نانو لوله های کربنی
- ساختار یک نانو لوله تک دیواره
- طول پیوند و قطر نانو لوله کربنی تک دیواره
- خواص نانو لوله های کربنی
- خواص مکانیکی و رفتار نانو لوله های کربن
- مدول الاستیسیته
- تغییر شکل نانو لوله ها تحت فشار هیدرواستاتیک
- تغییر شکل پلاستیک و تسلیم نانو لوله ها
- کاربردهای نانو فناوری
- کاربردهای نانو لوله های کربنی
- کاربرد در ساختار مواد
- کاربردهای الکتریکی و مغناطیسی
- کاربردهای شیمیایی
- کاربردهای مکانیکی
فصل 3: روش های سنتز نانو لوله های کربنی
- فرآیند تولید نانو لوله های کربنی
- تخلیه از قوس الکتریکی
- تبخیر، سایش لیزری
- رسوب دهی شیمیایی بخار به کمک حرارت (CVD)
- رسوب دهی شیمیایی بخار به کمک پلاسما (PECVD)
- رشد فاز بخار
- الکترولیز
- سنتز شعله
- خالص سازی نانو لوله های کربنی
- تجهیزات
- میکروسکوپ الکترونی
- میکروسکوپ الکترونی عبوری (TEM)
- میکروسکوپ الکترونی پیمایشی یا پویشی (SEM)
- میکروسکوپ های پروب پیمایشگر (SPM)
- میکروسکوپ های نیروی اتمی (AFM)
- میکروسکوپ های تونل زنی پیمایشگر (STM)
فصل 4: شبیه سازی خواص و رفتار نانو لوله های کربنی بوسیله روش های پیوسته
- مقدمه
- مواد در مقیاس نانو
- مواد محاسباتی
- مواد نانو ساختار
- مبانی تئوری تحلیل مواد در مقیاس نانو
- چارچوب های تئوری در تحلیل مواد
- چارچوب محیط پیوسته در تحلیل مواد
- روش های شبیه سازی
- روش دینامیک مولکولی
- روش مونت کارلو
- روش محیط پیوسته
- مکانیک میکرو
- روش المان محدود (FEM)
- محیط پیوسته موثر
- روش های مدلسازی نانو لوله های کربنی
- مدل های مولکولی
- مدل مکانیک مولکولی (دینامیک مولکولی)
- روش اب انیشو
- روش تایت باندینگ
- محدودیت های مدل های مولکولی
- مدل محیط پیوسته در مدل سازی نانو لوله ها
- مدل یاکوبسون
- مدل کوشی بورن
- مدل خرپایی
- مدل قاب فضایی
- محدوده کاربرد مدل محیط پیوسته
- کاربرد مدل پوسته پیوسته
- اثرات سازه نانو لوله بر روی تغییر شکل
- اثرات ضخامت تخمینی بر کمانش نانو لوله ها
- محدودیت های مدل پوسته پیوسته
- محدودیت تعاریف در پوسته پیوسته
- محدودیت های تئوری کلاسیک محیط پیوسته
- کاربرد مدل تیر پیوسته
فصل 5: مدل های تدوین شده برای شبیه سازی رفتار نانو لوله های کربنی
- مقدمه
- نیرو در دینامیک مولکولی
- نیروهای بین اتمی
- پتانسیل های جفتی
- پتانسیل های چندتایی
- میدان های خارجی نیرو
- بررسی مدل های محیط پیوسته گذشته
- ارائه مدل های تدوین شده برای شبیه سازی نانو لوله های کربنی
- مدل انرژی معادل
- خصوصیات محوری نانو لوله های کربنی تک دیواره
- خصوصیات محیطی نانو لوله های کربنی تک دیواره
- مدل اجزاء محدود بوسیله نرم افزار ANSYS
- تکنیک عددی بر اساس المان محدود
- ارائه 3 مدل تدوین شده اجزاء محدود توسط نرم افزار ANSYS
- مدل اجزاء محدود بوسیله کد عددی تدوین شده توسط نرم افزار MATLAB
- مقدمه
- ماتریس الاستیسیته
- آنالیز خطی و روش اجزاء محدود بر پایه جابجایی
- تعیین و نگاشت المان
- ماتریس کرنش جابجایی
- ماتریس سختی برای یک المان ذوزنقه ای
- ماتریس سختی برای یک حلقه کربن
- ماتریس سختی برای یک ورق گرافیتی تک لایه
- مدل پیوسته به منظور تعیین خواص مکانیکی ورق گرافیتی تک لایه
فصل 6: نتایج
- نتایج حاصل از مدل انرژی معادل
- خصوصیات محوری نانو لوله های کربنی تک دیواره
- خصوصیات محیطی نانو لوله های کربنی تک دیواره
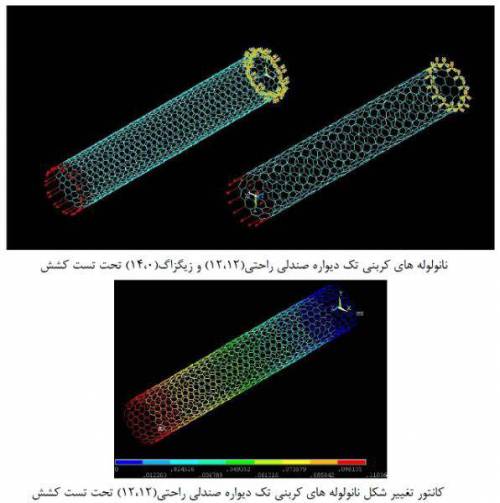
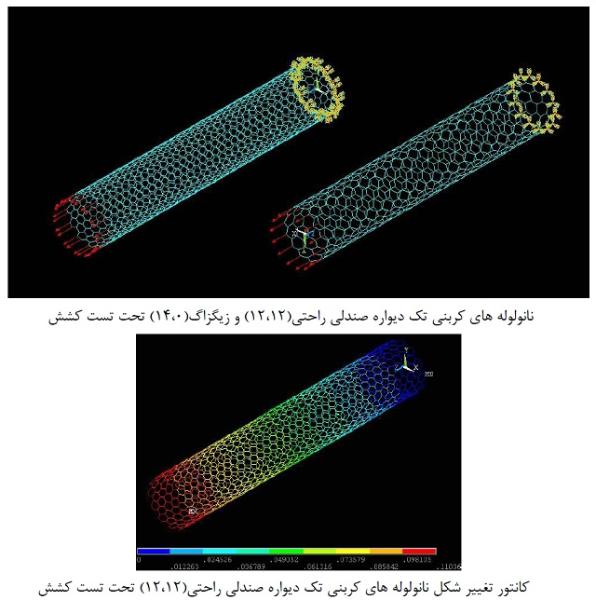
- نتایج حاصل از مدل اجزاء محدود بوسیله نرم افزار ANSYS
- نحوه مش بندی المان محدود نانو لوله های کربنی تک دیواره در نرم افزار ANSYS و ایجاد ساختار قاب فضایی و مدل سیمی به کمک نرم افزار MATLAB
- اثر ضخامت بر روی مدل الاستیک نانو لوله های کربنی تک دیواره
- نتایج حاصل از مدل اجزاء محدود بوسیله کد تدوین شده توسط نرم افزار MATLAB
فصل 7: نتیجه گیری و پیشنهادات
- نتیجه گیری
- پیشنهادات
- فهرست مراجع
جهت دانلود پروژه بررسی و شبیه سازی خواص نانو لوله های کربنی و کاربردهای آن، بر لینک زیر کلیک نمایید.



















 در نرم افزار CATIA") آموزش کتیا، طراحی و مدلسازی رینگ چرخ خودرو (Wheel Rims) در نرم افزار CATIA
آموزش کتیا، طراحی و مدلسازی رینگ چرخ خودرو (Wheel Rims) در نرم افزار CATIA کتاب مدلسازی فضایی با نرم افزار سالیدورکس و ان ایکس
کتاب مدلسازی فضایی با نرم افزار سالیدورکس و ان ایکس دانلود پروژه بهینه سازی اتصالات چسبی در کامپوزیت ها
دانلود پروژه بهینه سازی اتصالات چسبی در کامپوزیت ها کامپوزیت هاي زمینه پلیمري
کامپوزیت هاي زمینه پلیمري بررسی سرامیک ها و اهمیت اتصال در آنها
بررسی سرامیک ها و اهمیت اتصال در آنها آموزش مدلسازی، مونتاژ، ورقکاری، نقشه کشی، شبیه سازی نرم افزار اتودسک اینونتور
آموزش مدلسازی، مونتاژ، ورقکاری، نقشه کشی، شبیه سازی نرم افزار اتودسک اینونتور آموزش مقدماتی تا پیشرفته نرم افزار اتودسک اینونتور
آموزش مقدماتی تا پیشرفته نرم افزار اتودسک اینونتور تحلیل اتصالات چسبی فلز به کامپوزیت در کاربردهای فضایی
تحلیل اتصالات چسبی فلز به کامپوزیت در کاربردهای فضایی دانلود 7 کتاب مرجع آموزش کامپوزیت ها
دانلود 7 کتاب مرجع آموزش کامپوزیت ها سیستم های کنترل خطی و کنترل مدرن به همراه حل تمرین
سیستم های کنترل خطی و کنترل مدرن به همراه حل تمرین دانلود نمونه سوالات امتحانی و تمرینات حل شده درس مکانیک محیط های پیوسته
دانلود نمونه سوالات امتحانی و تمرینات حل شده درس مکانیک محیط های پیوسته مکانیک محیط های پیوسته برای مهندسین به همراه تشریح کامل مسائل
مکانیک محیط های پیوسته برای مهندسین به همراه تشریح کامل مسائل جزوه مبانی سیستم انتقال قدرت در خودروهای سواری
جزوه مبانی سیستم انتقال قدرت در خودروهای سواری لوله های انتقال نفت و گاز") مجموعه آموزش جامع (جوش، بازرسی، عیوب، دستورالعمل) لوله های انتقال نفت و گاز
مجموعه آموزش جامع (جوش، بازرسی، عیوب، دستورالعمل) لوله های انتقال نفت و گاز دانلود کتاب آموزشی و مجموعه کدهای تخمین حالت و پارامتر با فیلتر کالمن
دانلود کتاب آموزشی و مجموعه کدهای تخمین حالت و پارامتر با فیلتر کالمن مقدمه ای بر مکانیک محیط های پیوسته به همراه تشریح کامل مسائل
مقدمه ای بر مکانیک محیط های پیوسته به همراه تشریح کامل مسائل طراحی قالب بادی بطری روغن موتور با CATIA و تحلیل آن با نرم افزار MoldFlow
طراحی قالب بادی بطری روغن موتور با CATIA و تحلیل آن با نرم افزار MoldFlow بهینه سازی اتصالات چسبی در کامپوزیت ها
بهینه سازی اتصالات چسبی در کامپوزیت ها کتاب طراحی و نقشه کشی لوله
کتاب طراحی و نقشه کشی لوله کتاب خودآموز نرم افزار انسیس به همراه تمرینات کاربردی
کتاب خودآموز نرم افزار انسیس به همراه تمرینات کاربردی کتاب XFEM شکستگی تجزیه و تحلیل کائوچو و مواد مرکب
کتاب XFEM شکستگی تجزیه و تحلیل کائوچو و مواد مرکب طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم
طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم آموزش سالیدورکس برای خنگ ها !!!
آموزش سالیدورکس برای خنگ ها !!! تحلیل و طراحی اتصالات چسبی بین کامپوزیت ها و فلزات
تحلیل و طراحی اتصالات چسبی بین کامپوزیت ها و فلزات آشنایی با انواع یاتاقان ها
آشنایی با انواع یاتاقان ها طراحی و مدلسازی لامپ رشته ای در نرم افزار سالیدورکس
طراحی و مدلسازی لامپ رشته ای در نرم افزار سالیدورکس کتاب آموزش مقدماتی تا پیشرفته نرم افزار ان ایکس
کتاب آموزش مقدماتی تا پیشرفته نرم افزار ان ایکس کتاب مرجع تکنولوژی پیل سوختی
کتاب مرجع تکنولوژی پیل سوختی